Polymaker Panchroma PLA Starlight Jupiter







| Блясъкът променя цвета си при поглед |
| Лесен печат без запушване |
| Маскира слоевете, спестява дообработка |
| Бърз печат до 200 мм/сек |
Стоките вече не се продават. Моля, изберете подобни артикули. Ще се радваме да Ви посъветваме и по имейл info@sunnysoft.bg и телефон +420 222 998 222.
Polymaker Panchroma PLA Starlight Jupiter
PLA нишка с блестящ ефект, променящ цвета си според ъгъла на светлината. Фин прах вместо брокат, лесен печат. 1,75 мм, 1 кг, екологична макара.
Polymaker Panchroma PLA Starlight представлява революционна иновация в сегмента на естетическите филаменти за 3D принтиране, създадена в отговор на нарастващото търсене на материали, способни да създават визуално зашеметяващи разпечатки с уникални оптични свойства. Този филамент е част от новата продуктова линия Panchroma, която има за цел да предложи най-широкия спектър от цветове и повърхностни покрития, налични на съвременния пазар. Отличителната черта на материала Starlight е неговият завладяващ блестящ ефект, който създава впечатление за фино променящи се цветни отблясъци в зависимост от ъгъла на падащата светлина, придавайки на отпечатаните обекти динамичен и жив вид, напомнящ звездно небе или металически повърхности с перлен нюанс. Технологията, използвана при производството на този филамент, се състои в интегрирането на ултрафин прахообразен пигмент в основната PLA матрица, което създава субтилен, но изразителен блестящ ефект без риск от запушване на стандартна дюза с диаметър 0,4 mm. Този подход представлява значително подобрение спрямо по-старите поколения блестящи филаменти, които често съдържаха по-груби частици брокат, причиняващи проблеми с екструзията и износването на дюзата.
Използването на фин прах вместо традиционните блестящи частици осигурява консистентен поток на материала през дюзата, като същевременно запазва грандиозния визуален ефект, който се проявява като деликатно искрене върху повърхността на отпечатания обект, променящо интензитета и цветовия си нюанс според осветлението. Материалът изисква температура на печат в диапазона от 190 °C до 230 °C, като оптималните настройки се движат около средните стойности на този диапазон за постигане на идеален баланс между течливостта на материала и запазването на структурната цялост. Температурата на нагряващото легло трябва да бъде настроена между 25 °C и 60 °C, което осигурява достатъчна гъвкавост за различни типове повърхности за печат и размери на моделите. Плътността на материала е 1,19 g/cm³, което е малко по-ниска стойност от тази на стандартния PLA, вероятно причинена от наличието на прахообразни добавки, които могат да създават микроскопични кухини в полимерната структура, допринасящи за разсейването на светлината. Топлинната устойчивост на материала достига 63 °C, което представлява леко подобрение спрямо обикновения PLA и предполага възможна модификация на полимерната структура или добавяне на стабилизатори за повишаване на устойчивостта към топлинна деформация. Тази характеристика разширява възможностите за приложение на филамента в области, където разпечатките могат да бъдат изложени на леко повишени температури, въпреки че все още не достига нивата на технически материали като ABS или PETG.
Максималната скорост на печат до 200 mm/s демонстрира отличната обработваемост на материала и способността му да поддържа качествена повърхност дори при високи скорости на екструзия, което е от ключово значение за продуктивното използване в търговска среда. За постигане на оптимален блестящ ефект се препоръчва скорост на печат между 40 mm/s и 60 mm/s, особено при използване на по-стари принтери или когато приоритет е максималното визуално качество. По-ниската скорост на печат позволява по-добър контрол върху полагането на материала и гарантира, че блестящият ефект ще остане изразен и последователен по цялата повърхност на модела. При прекалено бърз печат може да се стигне до по-матов външен вид, тъй като бързото охлаждане и недостатъчното време за правилно подреждане на прахообразните частици могат да подтиснат характерния блясък. Настройките на ретракцията варират в зависимост от типа екструдер, използван в принтера. За системи с директно задвижване (direct drive) се препоръчва разстояние на ретракция от 1 mm при скорост 20 mm/s, което минимизира движението на филамента в hot-end-а и намалява риска от топлинна деградация на материала при многократни ретракции. За Боудън системи (Bowden) с индиректно задвижване е подходящо разстояние на ретракция от 3 mm при скорост 40 mm/s, което компенсира по-голямото разстояние между мотора на екструдера и дюзата и осигурява ефективна превенция на изтичането на материал по време на движенията.
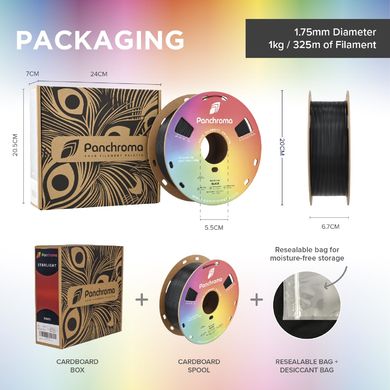
Активното охлаждане с вентилатор е от съществено значение за запазване на качеството на повърхността и трябва да бъде настроено на пълна мощност през цялото време на печат, освен за първия слой. Интензивното охлаждане осигурява бързо втвърдяване на екструдирания материал, което е ключово за запазване на остри детайли, минимизиране на увисванията и поддържане на блестящия ефект. Бързото охлаждане също така допринася за по-добър контрол върху формата на слоевете и намалява риска от деформации, причинени от топлинно свиване. Материалът се доставя на екологична макара, изработена от 100% рециклиран картон, която допълнително е оборудвана с подсилен ръб със защитно покритие. Тази иновация решава често срещан проблем с картонените макари – беленето и отделянето на прах от краищата при боравене. Подсиленият ръб не само предотвратява образуването на прах от разнищени картонени влакна, но и предпазва ръба от деформация и деламинация по време на съхранение и употреба. Цялата опаковка, включително кутията, е напълно рециклируема, което съответства на съвременните тенденции за устойчивост в индустрията на 3D принтирането. Филаментът с диаметър 1,75 mm и тегло 1 kg е внимателно навит по начин, който минимизира риска от заплитане по време на печат.
След всяка употреба е важно краят на филамента да се прекара през фиксиращия отвор на макарата, което ще гарантира, че материалът няма да се развие спонтанно и да се заплете. Вакуумната опаковка в затварящ се плик с цип и приложен десикант осигурява ефективна защита срещу влага, която би могла да повлияе негативно на свойствата на материала при печат. В случай че филаментът е абсорбирал влага от околната среда, се препоръчва сушене при температура 55 °C в продължение на 6 часа за възстановяване на оптималните му свойства. Съвместимостта с AMS системи и други мултицветни устройства отваря възможности за създаване на сложни многоцветни модели, където блестящият ефект на Starlight филамента може да бъде стратегически използван за подчертаване на специфични части от модела или създаване на контрасти с матови материали. Технологията Jam-free повишава съвместимостта с изцяло метални hot-end-ове, които са по-податливи на проблеми със запушване при използване на филаменти, съдържащи добавки. Тази технология вероятно включва оптимизация на размера и разпределението на прахообразните частици заедно с използването на лубриканти за осигуряване на плавно преминаване на материала. Спектърът от приложения на Panchroma Starlight PLA е изключително широк и включва преди всичко проекти, при които визуалното впечатление е от решаващо значение. Sci-fi моделите и декорациите, вдъхновени от пънк стилистиката, придобиват автентичен металически вид с футуристичен нюанс.
Бижутата и модните аксесоари, отпечатани от този материал, предлагат уникален блясък, който се променя с движението на носещия ги, създавайки динамичен и привлекателен ефект. Коледните орнаменти и празничните декорации се възползват от искрящия външен вид, напомнящ заснежени повърхности или ледени кристали. Архитектурните модели могат да използват ефекта за симулиране на модерни фасади с рефлексни повърхности или за подчертаване на специфични конструктивни елементи. Високата твърдост на материала, заедно с добрата якост на опън и солидната адхезия между слоевете, гарантира, че разпечатките са не само естетически впечатляващи, но и функционално надеждни. Тези механични свойства позволяват използването на материала за създаване не само на декоративни обекти, но и на функционални прототипи, които изискват определена степен на структурна цялост. Липсата на проблеми с деформация, запушване, образуване на капки или деламинация на слоевете свидетелства за внимателната оптимизация на състава на материала и неговите преработвателни характеристики. При работа с този материал е важно да се разбере, че блестящият ефект е най-силно изразен върху извити и наклонени повърхности, където промяната на ъгъла на повърхността създава градиент от светлинни отражения.
Плоските хоризонтални или вертикални повърхности могат да показват по-малко драматичен ефект, което трябва да се вземе предвид при проектирането на моделите. Оптимизирането на ориентацията на модела върху подложката за печат може значително да повлияе на крайния външен вид, като експериментите с различни ъгли могат да доведат до откриване на най-добрата настройка за конкретния дизайн. Дизайнерите, работещи с този материал, често използват органични форми и плавни криви за максимизиране на визуалното въздействие на блестящия ефект. Повърхностната обработка на разпечатките от Panchroma Starlight PLA по принцип не изисква допълнителна обработка за постигане на атрактивен външен вид, което представлява значителна икономия на време и разходи. Материалът ефективно маскира слоевете на печата благодарение на светлинното разсейване, причинено от блестящите частици, което създава впечатление за по-гладка повърхност, отколкото е в действителност. Тази характеристика е особено ценна при печат на по-големи обекти, където в противен случай слоевете биха били по-забележими. Икономическият анализ показва, че въпреки че първоначалните разходи за килограм Starlight PLA са по-високи от тези на стандартния PLA, добавената стойност под формата на уникален визуален ефект и намалената нужда от последваща обработка често оправдават инвестицията. За търговски приложения, където визуалното впечатление е ключово за стойността на продукта, използването на този материал може значително да повиши възприеманата стойност на изделията и да позволи по-високо ценово позициониране.
Клиентските отзиви последователно хвалят зашеметяващия ефект на промяна на цветовете при различно осветление и гладките, висококачествени разпечатки, които работят добре дори при по-високи скорости, което потвърждава стойността на материала за професионална и хоби употреба. Правилното съхранение на материала е от ключово значение за запазване на неговите свойства. Препоръчва се филаментът да се съхранява в оригиналната опаковка с десикант при температура между 15 °C и 25 °C и относителна влажност под 50 процента. Излагането на пряка слънчева светлина или високи температури може да причини преждевременна деградация на полимера и загуба на блестящия ефект. При дългосрочно съхранение е препоръчително редовно да се проверява състоянието на десиканта и при нужда той да се заменя с нов. Технологичното развитие в областта на специалните ефектни филаменти показва, че Panchroma Starlight представлява само началото на ново поколение материали, които комбинират естетически и функционални свойства по начини, които преди бяха недостъпни в областта на потребителското 3D принтиране. Бъдещите итерации могат да включват материали с програмируеми оптични свойства, които реагират на външни стимули като температура, UV радиация или електрическо поле, което би отворило напълно нови възможности за интерактивни и адаптивни 3D отпечатани обекти.
Характеристики:
- Материал: PLA с блестящ ефект
- Цвят: Jupiter
- Диаметър на филамента: 1,75 mm
- Температура на дюзата: 190–230 °C
- Препоръчителна скорост на печат: 40–60 mm/s
- Максимална скорост на печат: 200 mm/s
- Температура на нагряващото легло: 25–60 °C
- Плътност на материала: 1,19 g/cm³
- Топлинна устойчивост: 63 °C
- Тип ефект: блестяща повърхност с променящ се цвят според ъгъла на светлината
- Състав на ефекта: ултрафин прахообразен пигмент
- Минимален диаметър на дюзата: 0,4 mm
- Охлаждане с вентилатор: включено на пълна мощност (освен за първия слой)
- Разстояние на ретракция за директно задвижване: 1 mm
- Скорост на ретракция за директно задвижване: 20 mm/s
- Разстояние на ретракция за Боудън: 3 mm
- Скорост на ретракция за Боудън: 40 mm/s
- Съвместимост с принтери: всички отворени FFF/FDM 3D принтери
- Съвместимост с AMS системи: да
- Технология Jam-free: да (повишена съвместимост с изцяло метални hot-end-ове)
- Материал на макарата: 100% рециклиран картон
- Подсилен ръб на макарата: да, със защитно покритие
- Тип макара: стандартна
- Опаковка: вакуумно запечатана в затварящ се плик с цип
- Защита от влага: десикант в опаковката
- Препоръчителни настройки за сушене: 55 °C за 6 часа (при абсорбция на влага)
- Фиксиращ отвор за края на филамента: да
- Превенция на заплитане: специална техника на навиване
- Адхезия между слоевете: висока
- Превенция на проблеми с печата: без деформации, запушвания, капки и деламинация на слоевете
- Твърдост на материала: висока
- Якост на опън: добра
- Тегло: 1 kg
Параметри
| Тип аксесоар | |
| Вид аксесоари | Филамент |
|---|---|
| Конструкция, материал и цвят | |
| 3D печат материал | PLA |
| технология за печат | FDM |
| Размер и тегло | |
| Размер височина | 200 мм |
| Размери ширина | 200 мм |
| Размер дълбочина | 68 мм |
| Тегло | 1000 г |