16,49 €
Polymaker Panchroma CoPE White








| Места за получаване | 8,59 € | 26. 3. при Вас |
| Доставка до адрес | 6,59 € | 26. 3. при Вас |
Polymaker Panchroma CoPE White
Кополиестерна нишка за високоскоростен 3D печат със скорост до 400 mm/s. Диаметър 1,75 мм, 1 кг. Подобрени надвеси и мостове. Силно сцепление с основата.
Filament Polymaker Panchroma CoPE представлява значителен технологичен напредък в областта на материалите за 3D печат, който преодолява традиционните ограничения на конвенционалните термопласти чрез иновативна формула на основата на кополиестер. Материалът, известен по-рано като Panchroma Regular, е разработен, за да предостави на потребителите изключителна комбинация от високоскоростен печат, превъзходно качество на повърхността и разширени възможности за проектиране, които значително надхвърлят тези на стандартните PLA нишки. Кополиестерната структура на материала осигурява оптимален баланс между механични свойства, термична стабилност и обработваемост, което позволява да се достигне скорост на печат до 400 mm/sec, без да се прави компромис с качеството на крайния печат. Тази скорост представлява неколкократно увеличение на производителността в сравнение с конвенционалните материали, които обикновено достигат максимални скорости от около 60 до 100 мм/сек, и прави тази нишка идеален избор за производствени среди, изискващи бързо създаване на прототипи или производство на малки партиди. Химическият състав на този усъвършенстван кополиестер е внимателно оптимизиран чрез задълбочени изследвания и разработки, които включват тестване на различни полимерни формули и добавки, за да се постигне идеалната комбинация от свойства.
Базата на кополиестера е сложна комбинация от различни естерни мономери, които са свързани в дълги полимерни вериги чрез кондензационна полимеризация. Този процес създава материал с уникална молекулярна архитектура, при която редуването на различни мономерни единици нарушава правилната кристална структура, характерна за хомополимерите, което води до подобрена обработваемост и разширен температурен прозорец за печат. Полученият материал показва значително подобрена способност за преодоляване на празнини и създаване на надвеси в сравнение с конвенционалните материали, като разширява възможностите за структурно проектиране и премахва необходимостта от поддържащи структури в много приложения. Тази подобрена геометрична гъвкавост се дължи на оптимизираните реологични свойства на материала по време на топенето, които позволяват по-прецизен контрол върху потока на полимера и втвърдяването му по време на отлагането. Обработваемият прозорец на материала варира от 190°C до 230°C за температурата на печат, което осигурява значителна гъвкавост за адаптиране към различни видове принтери и специфични изисквания на проекта. По-ниските температури в този диапазон, обикновено между 190 °C и 205 °C, са подходящи за фини детайли и тънки стени, при които точността на размерите и свеждането до минимум на струните са важни.
Средните температури около 210 °C до 220 °C представляват оптимален компромис между скоростта на печат и качеството на повърхността, докато по-високите температури до 230 °C позволяват максимален поток на материала за високоскоростни приложения или печат на масивни обекти. Температурата на нагрятия субстрат трябва да бъде настроена между 25 °C и 60 °C, като оптималната стойност обикновено е между 40 °C и 50 °C, за да се осигури идеално залепване на първия слой. Този широк диапазон от работни температури позволява на потребителите да настройват фино параметрите на печата, за да отговарят на специфичните им нужди, независимо дали става въпрос за максимално увеличаване на производствената скорост или за постигане на възможно най-високо качество на повърхността. Една от най-важните характеристики на Panchroma CoPE е неговата изключително силна адхезия към печатните субстрати, което е двуостро оръжие, изискващо специфичен подход при обработката.Тази изключителна адхезия е резултат от комбинацията от няколко фактора, включително полярния характер на естерните групи в полимерната верига, които създават силни диполно-диполни взаимодействия с повърхността на субстрата, и оптимизирания вискозитет на стопилката, който позволява перфектно омокряне на повърхността по време на отлагането на първия слой. Въпреки че тази характеристика ефективно елиминира проблемите с изкривяването и отлепването на отпечатъците по време на печат, което е често срещан проблем при големи или тънкостенни обекти, тя може да доведе и до значителни усложнения при отстраняването на готовите обекти от печатната повърхност.
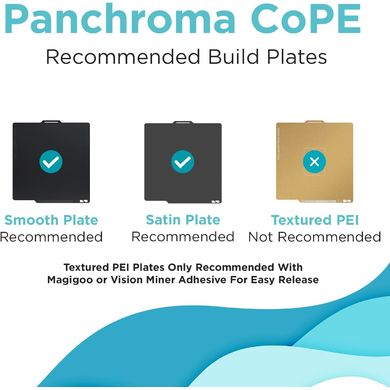
Материалът има особено силен афинитет към текстурирани или структурирани PEI плочи, при които адхезията може да бъде толкова силна, че да съществува риск от увреждане както на отпечатъка, така и на самата печатна подложка при опит за отстраняване. Механизмът на тази изключителна адхезия е свързан с молекулярната структура на кополиестера и способността му да образува силни междумолекулни взаимодействия с повърхността на материала PEI. При температурата на печатане на границата между нишката и субстрата настъпва частична интердифузия на полимерните вериги, което създава почти постоянна връзка. За да се сведе до минимум този ефект, от решаващо значение е да се спазват препоръчаните процедури, включително използването на подходящи разделителни агенти и старателно охлаждане на отпечатъка до стайна температура преди опит за отстраняването му, при което термичното свиване на материала подпомага естественото му освобождаване от основата. Значително ограничение на материала Panchroma CoPE е неговата несъвместимост с традиционните PLA нишки при печат на много материали. Различната химическа природа на кополиестера и полимлечната киселина води до липса на междуслойно сцепление между тези материали, което прави невъзможно ефективното им комбиниране в един печат.
Парадоксално е обаче, че тази липса на адхезия е предимство при използването на Panchrome CoPE като материал за отстраняване на опори за PLA отпечатъци, където слабата връзка между материалите улеснява последващото отстраняване на опорите без повреда на основния обект. Тази двойна характеристика разширява възможностите за приложение на материала и осигурява на потребителите допълнителна гъвкавост при планиране на сложни проекти за печат.Настройката за прибиране за постигане на оптимални резултати при печат зависи от вида на екструдера, използван в конкретния принтер. За конфигурациите с директно задвижване се препоръчва разстояние на прибиране от 1 mm при скорост 20 mm/s, което свежда до минимум риска от запушване на дюзата, като същевременно поддържа чист печат без нежелани нишки. За системи с боуден с по-голямо разстояние между двигателя и дюзата се препоръчва разстояние на прибиране от 3 mm при 40 mm/s, за да се компенсира гъвкавостта на боуден тръбата и да се осигури прецизен контрол на потока на материала. Използването на охлаждащ вентилатор по време на печат се препоръчва за оптимално качество на надвесите и фините детайли, а интензивността на охлаждането може да се регулира в зависимост от сложността на отпечатаната геометрия. Ако материалът абсорбира влага от въздуха по време на съхранението, което може да доведе до напукване по време на екструдирането или влошено качество на повърхността, се препоръчва сушене при 55°C в продължение на 6 часа.
Този процес възстановява оптималните печатни свойства на материала чрез отстраняване на абсорбираната влага, която може да причини хидролиза на полимерните вериги и влошаване на механичните свойства. Редовното сушене е особено важно в среда с висока относителна влажност или когато отворените рулони се съхраняват за дълъг период от време.Системата за контрол на качеството на Polymaker осигурява постоянна хомогенност на цвета и материала в производствените партиди чрез строги протоколи за изпитване и спектроскопски анализ. Всяка макара се подлага на задълбочена проверка, включваща измерване на диаметъра на влакната, изпитване на механичните свойства и визуална проверка, за да се гарантира липсата на дефекти. Резултатът е материал с изключително еднакви свойства, който осигурява предвидими и повтарящи се резултати независимо от мащаба на проекта – от малки произведения на изкуството до мащабни промишлени приложения. Опаковката на нишките отразява ангажимента на Polymaker към екологичната устойчивост чрез използването на напълно рециклируеми материали. Всяка шпула с тегло 1 kg е изработена от рециклиран картон с подсилени ръбове, за да се предотврати повреда и отлепване по време на работа и съхранение.
Специално покритие по ръбовете на намотката елиминира прахоляка, характерен за картонените материали, като същевременно осигурява съвместимост със системите за автоматичен обмен на материали като Bambu Lab AMS. Влакното е прецизно навито с технология против заплитане и е опаковано във вакуумна опаковка в затваряща се торбичка с цип, съдържаща изсушител, което гарантира оптимално състояние на материала при доставка и по време на съхранение. Диаметърът на филамента от 1,75 мм с тесни допуски осигурява постоянен поток на материала и съвместимост с по-голямата част от съвременните FDM и FFF 3D принтери. Тази стандартизация позволява лесно интегриране на материала в съществуващите производствени процеси, без да са необходими значителни хардуерни или софтуерни модификации. Материалът е оптимизиран за използване с настройките по подразбиране на най-разпространените програми за нарязване, което опростява процеса на подготовка за печат и намалява бариерата за навлизане на потребителите, които преминават от традиционните PLA материали. Спектърът на приложение на материала Panchroma CoPE обхваща широк спектър от приложения – от функционални прототипи до крайни продукти и специализирани инженерни приложения.
Високата износоустойчивост и механична якост правят материала идеален за създаване на компоненти, подложени на механично натоварване, като например зъбни колела, лагери или структурни компоненти. Отличното качество на повърхността без необходимост от допълнителна механична обработка позволява директното производство на естетични части за потребителски продукти. Възможността за отпечатване с висока скорост значително увеличава производителността и намалява производствените разходи, което прави материала привлекателен за производство на малки партиди и бързо създаване на прототипи. Икономическата перспектива за използване на материала Panchroma CoPE показва благоприятен баланс между първоначалната инвестиция и дългосрочните икономии, дължащи се на повишената производителност и намалената честота на откази при печат. Възможността за печат със скорост до 400 mm/s представлява потенциално намаляване на времето за производство с повече от 50 % в сравнение със стандартните материали, като значително намалява разходите за енергия и амортизация на оборудването. Усъвършенстваните възможности за мостове и надвеси намаляват нуждата от поддържащи конструкции, като спестяват материал и елиминират отнемащите време стъпки за последваща обработка. Комбинацията от тези фактори превръща Panchroma CoPE в икономичен избор за професионални потребители и ентусиасти, които търсят максимална производителност и надеждност в своите проекти за 3D печат.
Характеристики:
- Материал: кополиестер (CoPE).
- Цвят: бял
- Диаметър на нишката: 1,75 мм
- Толеранс на диаметъра: ±0,02 mm
- Тегло: 1000 g
- Температура на печатане: 190 °C до 230 °C
- Температура на субстрата: 25 °C до 60 °C
- Препоръчителна температура на подложката за оптимално залепване: 40 °C до 50 °C
- Максимална скорост на печат: 400 mm/s
- Охлаждане: препоръчително включен вентилатор
- Изтегляне за директно задвижване: разстояние 1 mm, скорост 20 mm/s
- Изтегляне за система с боуден: разстояние 3 mm, скорост 40 mm/s
- Настройки за сушене: 55 °C за 6 часа с абсорбиране на влагата
- Съвместимост с мултиматериални системи: Bambu Lab AMS
- Съвместимост с PLA при многоматериален печат: не (слаба адхезия)
- Може да се използва като носещ материал за PLA: да
- Адхезия към субстрата: много силна
- Препоръчителна основа за печат: гладка или сатенена плоча
- Не се препоръчват основи: текстурирани PEI плочи
- Препоръчителни разделителни агенти: Magigoo Original, Vision Miner
- Устойчивост на износване: висока
- Способност за свързване: подобрена
- Възможност за преливане: подобрена
- Тип намотка: рециклируем картон с подсилени ръбове
- Съвместимост: всички отворени FDM/FFF 3D принтери
- Опаковка: вакуумирана в торбичка с цип, която може да се затваря повторно
- Сертифициране: отговаря на стандартите за материали за 3D печат
Параметри
| Тип аксесоар | |
| Вид аксесоари | Филамент |
|---|---|
| Конструкция, материал и цвят | |
| 3D печат материал | CoPE |
| технология за печат | FDM |
| Размер и тегло | |
| Размер височина | 200 мм |
| Размери ширина | 200 мм |
| Размер дълбочина | 65,6 мм |
| Тегло | 1000 г |